When you are sourcing a plastic welding partner for a demanding project, the stakes vary enormously between a general industrial application and an aerospace component. Both require quality but what quality means in practice, and what standards you need to meet, are genuinely different conversations. If you are evaluating vendors, planning a new product line, or simply trying to understand why one approach costs more than another, this guide breaks it all down in plain terms.
What Plastic Welding Actually Is and Why It Matters
Plastic welding is the process of permanently joining two or more thermoplastic components by applying heat, pressure, or both. Unlike adhesive bonding or mechanical fastening, a properly executed weld becomes part of the material itself the joint achieves near-parent-material strength with no additional consumables and no risk of adhesive degradation over time. That is why high-strength plastic welds are increasingly preferred across automotive, defense, electronics, and aerospace sectors, where long-term reliability matters more than short-term convenience. The key advantage is permanence: once the joint is made, there is no loosening fastener or ageing adhesive to worry about. This makes it the method of choice for sealed assemblies, fluid-handling systems, and structural components that cannot be accessed easily after installation.
Common Plastic Welding Techniques Used Across Industries
There is no single method that suits all applications. The right plastic welding technique depends on the material, wall thickness, joint geometry, production volume, and the environment in which the finished part will operate. Here is a practical summary of the most widely used methods:
Ultrasonic Welding
Uses high-frequency vibration to generate localized heat at the joint interface. Ideal for small, precise assemblies requiring clean, repeatable welds at high speed.
Hot Plate Welding
A heated platen contacts both surfaces until they melt, then pressure joins them. Works well for large or geometrically complex parts needing uniform heat distribution.
Extrusion Welding
A continuous bead of molten thermoplastic is extruded into the joint. Common for large tanks, piping systems, and thick-walled industrial components.
Laser Welding
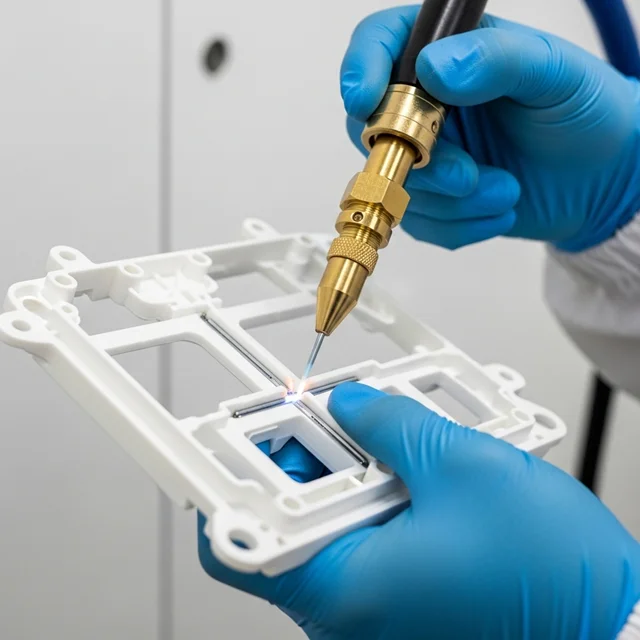
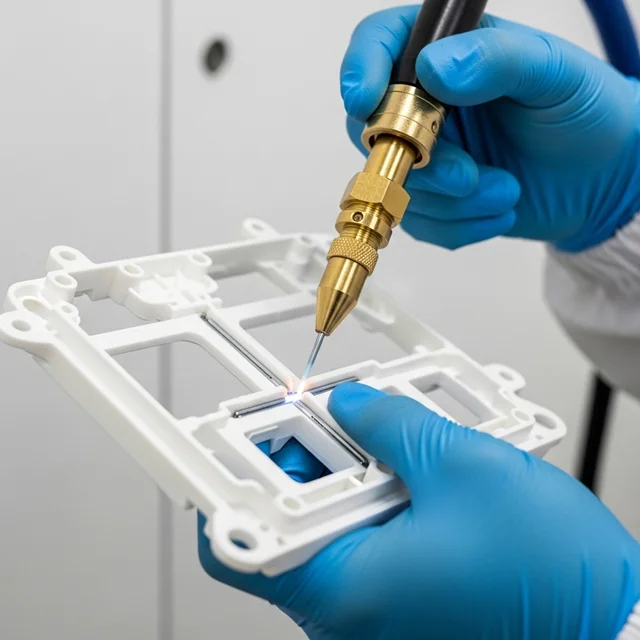
A non-contact process that offers particle-free, low-distortion joins. Critical for tight-tolerance assemblies and cleanroom-compatible welding environments.
Hot Gas Welding
Hot air or inert gas softens both the base material and a filler rod simultaneously. Versatile for repairs and irregular joint shapes on the production floor.
Speed Tip Welding
A refined version of hot gas welding using a speed tip to feed filler rod consistently. Faster throughput with more uniform results on straight-run joints.
For most general industrial applications, methods like extrusion or hot plate welding are cost-effective and well-proven. For aerospace applications, laser welding and ultrasonic welding tend to dominate because they minimize thermal distortion and produce zero particulate a critical requirement when components are destined for cabin systems, fluid management assemblies, or avionics enclosures.
The Materials Side: Which Thermoplastics Are Commonly Welded
Not every plastic can be welded, and the choice of material directly affects which welding method is appropriate and what performance characteristics the finished joint will have. The most commonly used materials in thermoplastic welding services include:
PTFE (Polytetrafluoroethylene)
PP (Polypropylene)
PVDF (Polyvinylidene Fluoride)
PVC (Polyvinyl Chloride)
CPVC (Chlorinated PVC)
HDPE (High-Density Polyethylene)
PTFE welding is particularly relevant in chemical processing and semiconductor environments where resistance to harsh substances is non-negotiable. PVDF welding has become common in medical device and semiconductor manufacturing because PVDF handles both chemical exposure and high purity requirements. Polypropylene welding is a workhorse across consumer, industrial, and automotive contexts due to its combination of flexibility, chemical resistance, and relatively low cost. For aerospace-grade enclosures and defense equipment casings, high-performance engineering polymers with tight material certification requirements are typically specified, and the welding process must preserve those properties at the joint without introducing contamination or weakness.
Industrial Plastic Welding: What the Application Typically Demands
Industrial plastic welding covers an enormous range of end uses storage tanks and piping systems, machinery housings, filtration components, fluid-handling assemblies, and custom enclosures for electronics. In most industrial settings, the core requirements are structural integrity, leak-proof plastic joints, and long service life under real-world operating conditions such as pressure cycling, chemical exposure, temperature variation, and UV. Production volume matters a great deal here: industrial contracts often call for consistent results across hundreds or thousands of identical parts, which demands precision fixturing and assembly integration custom tooling designed to hold parts in exact alignment so that every weld is repeatable, not just the first one. Cost efficiency is also a genuine consideration. Because industrial volumes can be high and margins in manufacturing are often tight, partners who have mastered cycle time without compromising weld quality add measurable value to a supply chain.
Aerospace Plastic Welding: Where the Standards Are Fundamentally Different
When a plastic component goes into an aircraft whether it is a duct, a cockpit window assembly, a fuel system part, or an avionics housing the expectations shift considerably. Aerospace plastic welding must satisfy stringent aviation-grade specifications that go well beyond structural strength. Weld integrity must be validated across a wide range of environmental extremes, including pressure differentials, vibration, thermal cycling, and altitude. The validation process itself is part of the deliverable documentation, traceability, and testing records are expected as standard, not as extras. Cleanroom-compatible welding in Class 7 validated environments is often required to prevent particulate contamination in sensitive assemblies. Laser welding is favored here precisely because it is a non-contact, particle-free welding process there is no filler rod, no flash, and minimal heat-affected zone to compromise the surrounding material. Proactive failure mode analysis simulating real-world stresses to find potential weak points before a part enters production is not optional; it is how aerospace-grade quality is maintained.
Key Differences at a Glance: Industrial vs. Aerospace
The single most important distinction is not technique it is the standard of evidence required. In industrial welding, a part that holds pressure and survives environmental testing is generally acceptable. In aerospace welding, you also need documented proof that every step of the process was controlled, traceable, and validated against a defined specification. Strength and seal integrity testing is mandatory in both sectors, but aerospace adds certification requirements, material traceability from raw polymer to finished part, and often third-party auditing. Lead time and process flexibility also differ: industrial projects often allow iteration and process adjustment during a run, while aerospace programs lock in validated processes early and tightly control any deviation. From a material standpoint, aerospace tends to use a narrower set of certified, well-characterized polymers. Industrial projects frequently accommodate a broader material palette, trading some performance headroom for cost or availability.

Quality Assurance That Actually Means Something
Across both sectors, the quality of a weld is only as good as the testing and validation behind it. Any credible custom plastic welding partner should offer structured protocols for strength and leak testing, pressure cycling validation, and assessment under extreme operating conditions. In industrial applications, weld performance is typically confirmed by destructive and non-destructive testing on sample parts from each production run. In aerospace, the validation regime is more comprehensive it extends to the qualification of the welding equipment itself, the certification of operators, and the documentation of every process parameter for each individual part. This is why aerospace welding commands a different price point: you are not just paying for the weld, you are paying for the entire quality system behind it.
Why Foxx Technologies stands out With over 15 years as an ISO 13485 certified manufacturer and Class 7 cleanroom capability across multiple locations in the USA and India, Foxx Technologies delivers advanced plastic welding from aerospace to industrial with full in-house design, engineering, and validation under one roof. Their end-to-end capability means shorter lead times, tighter tolerances, and a single accountable partner from prototyping through production.
Choosing the Right Plastic Welding Partner
Whether your requirement is a run of industrial filtration housings or a certified aerospace fluid assembly, the questions you ask a potential welding partner are the same it is the answers that will differ. Can they demonstrate weld qualification to your required standard? Do they have documented experience with your specified material? Can they offer cleanroom-compatible production if your application requires it? Do they carry ISO certification relevant to your industry? Can they handle both low-volume prototyping and high-volume production without losing consistency? The ability to do all of this under one roof with in-house design, plastic machining, plastic molding, and welding coordinated by a single team reduces the risk of miscommunication between suppliers and gives you much tighter control over schedule and quality.
Frequently Asked Questions
-
What is the difference between ultrasonic welding and laser welding for plastic components?
Ultrasonic welding uses high-frequency vibration to generate frictional heat at the joint interface fast, repeatable, and ideal for small assemblies. Laser welding is a non-contact process that produces no particulate, making it the preferred choice for cleanroom and aerospace-grade applications where contamination cannot be tolerated.
2.Which thermoplastics are best suited for high-performance plastic welding applications?
Materials such as PVDF, PTFE, CPVC, and polypropylene are widely used because of their chemical resistance, structural strength, and welding compatibility. For aerospace and defense, engineering-grade polymers with material certifications are typically specified to ensure traceability and consistent joint performance.
3.Is cleanroom-compatible plastic welding necessary for all aerospace components?
Not every aerospace component requires cleanroom welding, but any assembly destined for fluid management, avionics, or environmental control systems typically does. Contamination from particulate can cause catastrophic failures in those contexts. A Class 7 validated cleanroom environment is the accepted standard for such work.
4.How are plastic welds tested for strength and leak-proof integrity?
Weld integrity testing typically includes pressure testing, burst testing, tensile pull tests, and in some cases non-destructive inspection using ultrasound. For aerospace applications, the testing regime also includes documentation of every test result, tied to traceable material records for each part produced in the run.
5.Can one plastic welding provider handle both industrial and aerospace projects?
Yes, but only if they hold the appropriate certifications and have validated processes for each sector. Industrial and aerospace applications share underlying techniques but differ significantly in documentation, material traceability, and validation depth. Providers like Foxx Technologies serve both by maintaining ISO certification, cleanroom capability, and full in-house engineering so they can meet either standard without outsourcing critical steps.


